Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
Добрый день коллеги. Тема уже не новая но читал сегодня весь день и не понял все таки как и что. Тема про концевики. Есть концевики, фото прилагаю, установил я их на станок, подключил, при нажатии на концевик загорается на самом концевике зеленая лампочка (светодиодик), станок останавливается и высвечивается в Candle "авария" на этом все. Но как я понимаю что когда шпиндель касается концевика по оси X он должен отехать от концевика как у меня выставленно в параметрах на 1.5 мм, но он этого не делает, а тупо останавливается и все, дальше выдает ошибку и авария. То же самое по все осям. Подскажите для начинающего как правильно их настроить что бы все было по уму.
Я хрен его знаю, у меня вроде такие же концевики, кстати на ультике они стоят, и ещё куча однотипных, буду на даче в выходные сфоткаю, но не работают они без 5В совсем, если бы не пробовал , то и не говорил бы, как только рвешь провод 5в то сработку принтер не определяет, я изначально хотел их без подачи 5В подключить лень провод лишний тянуть было, а те что в к-те шли короткие. Так что повторюсь , если бы не пробовал, то " помалкивал бы в тряпочку". Спорить не буду , возможно уже что то и изменили (упростили) я свои лет 6 назад покупал, но чисто визуально выглядит практически так же.
Ну так проверьте , какие понтакты замыкаются или размыкаются при нажатии. Вот от них то и ведём два провода один к gnd другой к S на вашей плате 3тий провод не задействуем . Далее в $$ выставляем параметр концевика $5 определив какой он нормальноразомкнутый или нормальнозамкнутый. Хотя в старых прошивках грбл это было все равно, срабатывало на изменение потенциала на входе, и назначение $5 вообще было по барабану, но лучше сделать сразу правильно
Вот это написано на странице продавца.
Примечание:
Синий светодиодный индикатор будет включаться, когда переключатель будет закрыт, когда используется для платы управления GC3D3-V2.1 MC3D3-V2.1 MC5D3-V3.3, он может быть напрямую подключен. При использовании для плат управления других производителей, обратите внимание на определение штифта интерфейса, вам может потребоваться отрегулировать последовательность проводов.
5в идёт на светик
Я наверное что то не правильно понимаю, вот снял видео, может вы мне объясните что и как, я только в начале так сказать пути изучения всего этого. Вот ссылка на видео
Вообще ничего не понял из видео, для движения при сработке концевиков нужно нажать сброс и разблокировка, далее откуда в программе какойто "$J=" взялся? Команды Jog ведут себя почти так же, как и обычная потоковая передача G-code. Каждая команда jog вернет 'ok', когда специальное движение было проанализировано и настроено для выполнения. Если команда недопустима или превышает мягкое ограничение, Grbl выдаст сообщение об ошибке: Несколько команд могут быть поставлены в очередь. Весь вопрос в том : включены ли у вас мягкие лимиты и какие значения стоят ($130,$131,$132) что то мне кажется что именно из за Jog команд у вас ошибки то и лезут. Дело в том что без подключения к станку вы не понимаете в каком месте у вас точка home находится и возможно то что вы задаете обратные направления движения вот ошибки и сыпятся кучей, превышение мягких лимитов.
Ваши сообщения автоматически объединены:
как мне кажется, вот здесь нужно проверить $20 включение мягких лимитов , $23 -(положение точки Home) в какую сторону лимиты вычисляются, возможно такое что точка дома стоит в районе правого ближнего угла станка, то вся обработка идет в положительных координатах, а вы задаете команду Y-10, вот GRBL и бесится, говоря вам что движение выходит за рамки мягких лимитов возвращая вам error, вот та же проблемма при использовании Jog команд : "
Hello,
I have a BobsCNC with v1.1h. Here's my situation:
Home the machine
Issue JOG commands from Universal G-Code sender
When I try to JOG any of the axis back to 0, I'll often get an ERROR 15 - travel exceeded, even though GRBL says I should be able to JOG.
For example: JOG for a while, then JOG to (1,1,0.1). Now issue a JOG command to go +0.1 in the z-axis which should result in JOG to (1,1,0). However, I get an Error 15 instead. See UGS console dump below.
Note: This problem doesn't occur the first few times I JOG back and forth to 0. But after I've been JOGGING around for a while, and then try to JOG back to 0 on any axis, I will usually get an Error 15.
regards,
Bob
Тупой перевод яндекса:
Здравствуйте,
У меня есть BobsCNC с версией v1.1h. Вот моя ситуация:
Главная машина
Выдавать команды пробежки от универсального отправителя G-кода
Когда я пытаюсь переместить любую ось обратно в 0, я часто получаю ОШИБКУ 15 - превышен ход, хотя GRBL говорит, что я должен иметь возможность перемещаться.
Например: БЕГИТЕ трусцой некоторое время, затем БЕГИТЕ трусцой до (1,1,0.1). Теперь выполните команду пробежки, чтобы перейти на +0,1 по оси z, что должно привести к пробежке до (1,1,0). Однако вместо этого я получаю сообщение об ошибке 15. Смотрите дамп консоли UGS ниже.
Примечание: Эта проблема не возникает в первые несколько раз, когда я бегаю трусцой взад и вперед до 0. Но после того, как я некоторое время бегал трусцой, а затем попытался вернуться к 0 по любой оси, я обычно получаю сообщение об ошибке 15.
с уважением,
Боб
Я немного подумал над проблеммой этого Боба, ведь машина анализирует команды JOB , а значит при совпадении машинного и рабочего нуля она не может не учесть откат от концевика, ведь при возврате в 0 концевик сработает и выдаст ошибку жестких лимитов, значит перемещение не может быть, по машинным координатам, ближе чем расстояние отката от концевика поэтому JOB команды и выдают ошибку мягких лимитов.

 IMG_1546.JPEG23 KB · Просмотры: 78
IMG_1546.JPEG23 KB · Просмотры: 78 IMG_1547.JPEG18.8 KB · Просмотры: 80
IMG_1547.JPEG18.8 KB · Просмотры: 80 IMG_1557.JPEG99.7 KB · Просмотры: 77
IMG_1557.JPEG99.7 KB · Просмотры: 77 IMG_1558.JPEG88 KB · Просмотры: 75
IMG_1558.JPEG88 KB · Просмотры: 75 IMG_1559.JPEG83.6 KB · Просмотры: 72
IMG_1559.JPEG83.6 KB · Просмотры: 72 IMG_1560.JPEG159.1 KB · Просмотры: 71
IMG_1560.JPEG159.1 KB · Просмотры: 71 IMG_1561.JPEG114.1 KB · Просмотры: 74
IMG_1561.JPEG114.1 KB · Просмотры: 74 IMG_1564.JPEG158 KB · Просмотры: 82
IMG_1564.JPEG158 KB · Просмотры: 82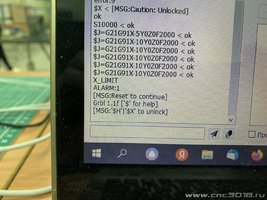 IMG_1567.JPEG210.2 KB · Просмотры: 81
IMG_1567.JPEG210.2 KB · Просмотры: 81 IMG_1568.JPEG234.8 KB · Просмотры: 74
IMG_1568.JPEG234.8 KB · Просмотры: 74 IMG_1570.JPEG104.2 KB · Просмотры: 80
IMG_1570.JPEG104.2 KB · Просмотры: 80 ПущЯй будетЬ...
ПущЯй будетЬ... 