Родные, спасите! Начертил массив 39 на 139 из выдавленных скетчей во FreeCad, а как его отфрезеровать не знаю! Импортировал в Aspire, не получилось. Пытался создать G код напрямую во FreeCad тоже не получилось. Возможно, потому, что я тупой. Да и модель у меня достаточно простая, все размеры ровно по 1мм кроме высоты. Я уже фрезеровал такую деталь вручную, но хочется автоматизировать процесс) Чисто по наитию кажется просто взять фрезу диаметром 1 мм и поехали, но как это сделать? Подскажите!
Приложение
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
- Статус
- В этой теме нельзя размещать новые ответы.
- Регистрация
- 07.01.2020
- Сообщения
- 5 542
- Решения
- 3
- Реакции
- 8 602
- Баллы
- 188
- Возраст
- 68
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
Последнее редактирование:
Поверхность с кубиками плоская? Какой материал?Импортировал в Aspire, не получилось.
С
САМОУДАЛЕННЫЙ 3729
Гость
полмесяца изучать аспире ,
не знаю как там но стандартная должна быть процедура
нужно выбрать станок где указаны его размеры и ограничения для двигателей - с какой подачей или создаем новый, далее выбираем фрезу или создам новую ,если нет в пресетах , , создаем заготовку указываем нулевую точку где она будет , вверху или внизу потом берем стратегию вдоль или поперек оси x или y , и создаем уп и не включаем станок , потому как первый блин комом и изучаем и анализируем уп в каком нибудь симуляторе.
не знаю как там но стандартная должна быть процедура
нужно выбрать станок где указаны его размеры и ограничения для двигателей - с какой подачей или создаем новый, далее выбираем фрезу или создам новую ,если нет в пресетах , , создаем заготовку указываем нулевую точку где она будет , вверху или внизу потом берем стратегию вдоль или поперек оси x или y , и создаем уп и не включаем станок , потому как первый блин комом и изучаем и анализируем уп в каком нибудь симуляторе.
- Регистрация
- 24.07.2022
- Сообщения
- 341
- Реакции
- 705
- Баллы
- 168
- Адрес
- Суровый Челябинск
- Город
- Челябинск
- Имя
- Владимир
- Станок
- CNC 3018 MAX
- Прошивка
- 1.1f
А заготовка плоская или какая?
Материал, назначение детали?
Не понятно (прикрепите файл с моделью)модель у меня достаточно простая, все размеры ровно по 1мм кроме высоты.
Материал, назначение детали?
- Регистрация
- 07.01.2020
- Сообщения
- 5 542
- Решения
- 3
- Реакции
- 8 602
- Баллы
- 188
- Возраст
- 68
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
Последнее редактирование:
Зачем оно тебе, а вот материал важен для выбора типа фрезы. 1мм это не 3 - 4 мм, сломать, что чихнуть, смотря какая. А стратегия простая, контур разлиновать в сетку по 2мм, начиная с 1.5мм и по линии контура проехать сетку в несколько проходов, после внешний контур фрезой хоть 4 мм, для пластиков встречно, для металлов попутно. Итого две операции. Проще не вижу вариантовназначение детали?
Да легко! Только определиться надо, как именно. Спасать можно по разному, указать нужное направление, сделать за вас, подсказать верное решение,... какой вариант предпочтительней?Родные, спасите!
Подробности будут? Чем и на чем? Ножовкой, ручным фрезером, на станке в ручном режиме,...?Я уже фрезеровал такую деталь вручную, но хочется автоматизировать процесс)
- Регистрация
- 23.02.2021
- Сообщения
- 5 254
- Решения
- 1
- Реакции
- 8 152
- Баллы
- 188
- Возраст
- 55
- Адрес
- Россия
- Веб-сайт
- cnc3018.ru
- Город
- Задонск
- Область
- Липецкая
- Имя
- Владимир
- Отчество
- Викторович
- Станок
- CNC 3018 Pro /пока сток/
- Плата
- JLF001 v1.2 /красная/
- Прошивка
- 1,1h
Нужно больше вводных для решения проблемы...
 оффтоп
оффтоп
Peavel
МЕСТНЫЙ
- Регистрация
- 21.01.2022
- Сообщения
- 0
- Реакции
- 11
- Баллы
- 22
- Город
- Омск
- Имя
- Павел
Всем спасибо за отклик!
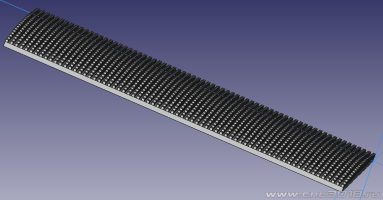
Под словом "вручную" я имел ввиду что фрезеровал такую же деталь на станке CNC3018 с алиэкспресс, но управлял станком вручную из программы GRBLcontrol. Деталь из дерева, а фрезу я использовал диаметром 1мм, гоняя её туда сюда постепенно углубляясь. Всё получилось хорошо, но долго. А сейчас имеется желание сделать управляющую программу, но ничего не получается. Точнее получается какая то хрень. Я нарисовал фрагмент детали

и попробовал потренироваться на нём в Aspire, но результат плачевный

Прилагаю файл с фрагментом модели
Под словом "вручную" я имел ввиду что фрезеровал такую же деталь на станке CNC3018 с алиэкспресс, но управлял станком вручную из программы GRBLcontrol. Деталь из дерева, а фрезу я использовал диаметром 1мм, гоняя её туда сюда постепенно углубляясь. Всё получилось хорошо, но долго. А сейчас имеется желание сделать управляющую программу, но ничего не получается. Точнее получается какая то хрень. Я нарисовал фрагмент детали
и попробовал потренироваться на нём в Aspire, но результат плачевный
Прилагаю файл с фрагментом модели
Вложения
Открываем блокнот, вписываем
G21 G90 G40 G80 G17 G99
G54
Z (безопасная высота)
G0 X0 Y0
Z2
X (начало обработки по Х) Y(начало обработки по У)
M3 S1000
G1 Z-1(глубина фрезерования) F300 (подача по желанию и возможностям)
X (Y) (длина прохода)
Y (X) (смещение на следущую дорожку)
....И т.д. CTRL+C (CTRL+V) облегчают однотипные действия
Это если в КАМах не получается.
G21 G90 G40 G80 G17 G99
G54
Z (безопасная высота)
G0 X0 Y0
Z2
X (начало обработки по Х) Y(начало обработки по У)
M3 S1000
G1 Z-1(глубина фрезерования) F300 (подача по желанию и возможностям)
X (Y) (длина прохода)
Y (X) (смещение на следущую дорожку)
....И т.д. CTRL+C (CTRL+V) облегчают однотипные действия
Это если в КАМах не получается.
Peavel
МЕСТНЫЙ
- Регистрация
- 21.01.2022
- Сообщения
- 0
- Реакции
- 11
- Баллы
- 22
- Город
- Омск
- Имя
- Павел
Спасибо! Похоже так и буду делатьОткрываем блокнот, вписываем
G21 G90 G40 G80 G17 G99
G54
Z (безопасная высота)
G0 X0 Y0
Z2
X (начало обработки по Х) Y(начало обработки по У)
M3 S1000
G1 Z-1(глубина фрезерования) F300 (подача по желанию и возможностям)
X (Y) (длина прохода)
Y (X) (смещение на следущую дорожку)
....И т.д. CTRL+C (CTRL+V) облегчают однотипные действия
Это если в КАМах не получается.
- Регистрация
- 07.01.2020
- Сообщения
- 5 542
- Решения
- 3
- Реакции
- 8 602
- Баллы
- 188
- Возраст
- 68
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
Последнее редактирование:
Канешна можно и полуручным способом изготавливать, но, таки, Вектрик освоить, было бы полезнее. Хотя и влёгкую оперировать командами G-кода, тоже умение прибавляет.Спасибо! Похоже так и буду делать
Ваши сообщения автоматически объединены:
А я бы повесил эти проходы на кнопку, допустим "4":Открываем блокнот, вписываем
G21 G90 G40 G80 G17 G99
G54
Z (безопасная высота)
G0 X0 Y0
Z2
X (начало обработки по Х) Y(начало обработки по У)
M3 S1000
G1 Z-1(глубина фрезерования) F300 (подача по желанию и возможностям)
X (Y) (длина прохода)
Y (X) (смещение на следущую дорожку)
....И т.д. CTRL+C (CTRL+V) облегчают однотипные действия
Это если в КАМах не получается.
G0 X0 Y0 Z0 (Устанавливаем инструмент на угол заготовки, обрезанной в размер и приклеенной вдоль оси Х)
S1000 M3
G91
G1 Z-1 F50 (врезаемся)
G1 Y80 F100 (39*2+2 делаем проход)
G0 Z2 (поднимаем фрезу в
Z1)
G0 X2 Y-80 переезжаем на точку следующего прохода)
G1 Z-1 (опускаем фрезу в Z0)
G90 (выходим из программы)
M5
Разумеется комментарии в скобках опускаем и ставим межкадровые разделители, т.к. пишем в одну строку:
S1000 M3; G91; G1 Z-1; G1 Y80; G0 Z2; G0 X2 Y-80; G1Z-1; G90; M5;
При каждом нажатии на кнопку "4" делаем проход и переезжаем на новую линию прохода. И так до конца заготовки. Не снимая заготовки переписываем подобное для проходов вдоль оси Х.
Это полуавтомат, чуть проще ручного режима.я бы повесил эти проходы на кнопку, допустим "4":
Можно ещё разные СК задействовать. Вчера писал программу для колечек, наружный 8, внутренний 6, длина 1.7. Задействовал 4 СК (54-57) и упор. Один установ - 4 штуки.- Регистрация
- 07.01.2020
- Сообщения
- 5 542
- Решения
- 3
- Реакции
- 8 602
- Баллы
- 188
- Возраст
- 68
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
Согласен, но пользовательских систем координат не хватит, таки 140 проходов поперек и 40 вдоль. Для более простых вещей, вполне. Путей решения этой нетривиальной задачи сколько угодно.Это полуавтомат, чуть проще ручного режима.
Пишем программу для 10 рядов вдоль G54, CTRL+C - CTRL+V - G55, повтор для Г56 и Г57. Задаём смещения и запускаем. На профессиональных стойках попроще, через подпрограмму можно.пользовательских систем координат не хватит, таки 140 проходов поперек и 40 вдоль.
- Регистрация
- 07.01.2020
- Сообщения
- 5 542
- Решения
- 3
- Реакции
- 8 602
- Баллы
- 188
- Возраст
- 68
- Город
- г.Новокузнецк
- Имя
- Владимир
- Отчество
- Александрович
- Станок
- 1610>2216
- Плата
- W 2.08
- Прошивка
- v1.1F
Последнее редактирование:
А не проще скопировать приведенный мной модуль сколько нало раз в УП и получить автоматическое исполнение без всяких переходов в другие координатные системы? И туда же вставить модули продольного фрезерования написаные в этом же стиле. И даже обрезку по контуру, если позволяет длина режущей части.Пишем программу для 10 рядов вдоль G54, CTRL+C - CTRL+V - G55, повтор для Г56 и Г57. Задаём смещения и запускаем. На профессиональных стойка
Я отдаю себе отчет, что написание программы "вручную" эффективно, если время составления и отладки программы меньше времени её исполнения.
- Статус
- В этой теме нельзя размещать новые ответы.

-
О ФОРУМЕ CNC3018.ru
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка. -
Статистика форума
-
Онлайн статистика
- Пользователей онлайн
- 11
- Гостей онлайн
- 83
- Всего посетителей
- 94
Общее количество посетителей может включать в себя скрытых пользователей. -
Контакты