- Регистрация
- 13.12.2024
- Сообщения
- 92
- Реакции
- -8
- Баллы
- 26
- Город
- СССР
- Имя
- Дмитрий
По оси Y - точно. Вроде все правильно, но вместо перемещения вниз стол пошел вверх и уперся в концевик.
Follow along with the video below to see how to install our site as a web app on your home screen.

Примечание: This feature currently requires accessing the site using the built-in Safari browser.
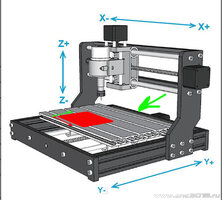
А если взять картинку обычного Китай кого лазерного станка, ( с перемещающимся порталом) , то ваша картинка вас же в заблуждение и введёт , по оси Z, опять же у четвертой оси в какую сторону направление оси рисовать? Правило для всех одно и то же. Направление движения отсчитываются не от направления движения заготовки относительно фрезы, а все с точностью до наоборот. ,именно инструмента относительно заготовки, и не важно что именно у вас перемещается, направление только инструмента относительно заготовки и никак не иначе.Да, на эти грабли я уже наступал. Когда направил ось Y "От себя". Откуда эта ветка и взялась - разгребал последствия.Ваши сообщения автоматически объединены:
Должно быть как на картинке.
Ну вот, сами же Юру обидели, а теперь сожалеете. Уж каких только обидных слов небыло написано в его адрес. Любой бы ушел, Юра ещё очень долго продержался, и "пряников бесплатных" раздавал, вот теперь и сидим без "сладкого"Дядя Юра, вернись, Змей ленится запятые запятые ставить
.
оффтоп
Ну вот, сами же Юру обидели, а теперь сожалеете. Уж каких только обидных слов небыло написано в его адрес. Любой бы ушел, Юра ещё очень долго продержался, и "пряников бесплатных" раздавал, вот теперь и сидим без "сладкого"
Хотя, по моему мнению, вина обоюдная, признаю, что с подколками переборщили. Нас то, подколщиков, было много, а он один...
P.S. Юр, возвращайся, давай забудем взаимные обиды и будем жить дружно.
оффтоп
Уберите свою картинку подальше, что бы люди не путались....Да, на эти грабли я уже наступал. Когда направил ось Y "От себя". Откуда эта ветка и взялась - разгребал последствия.Ваши сообщения автоматически объединены:
Должно быть как на картинке.
Изучил. Там портал движется, а у меня - стол. И, согласно сообщению #5, направление оси Y будет наоборот, чем на картинка с осями из #5Не правильно у Вас на картинке!!! А говорите что настроили движения правильно...
Вам сколько лет (или годиков)?
Изучите тщательно сообщение #5.....
Со временем привыкну.Этими влево /вправо вы и сами себя запутает, и возможно, других введёте в заблуждение. Направление движения это направление перемещения инструмента относительно заготовки, а не стола/портала к вам/от вас, или не пойми чего влево/вправо.
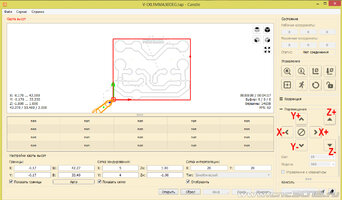
Ясно, что в идеале на 10 мм должно быть 8000 шагов. И с ростом расстояния повышается шанс увидеть погрешность.Подстроить шаги - если стандартный винт используется , то возьмите стоковые 800 шагов /мм , запустите перемещение на 10мм и измерьте на сколько переместился инструмент относительно начальной точки ( если сможете определить разницу между 5,10,20 мм ) то повторите то же самое но уже задав перемещение на 100 мм ( опять же измерьте полученное перемещение будет 50/100/200 мм ) , в $$ измените кол -во шагов данной оси на значение при котором перемещение будет соответствовать заданному. А вот с током на драйвере , точнее напряжением Vref , пока играться не советую, если нет пропуска шагов (вы их точно услышите ) то и нечего его регулировать, пока не настроите перемещения
Кол-во шагов не в идеале должно быть 800, а в стоковом варианте cnc3018, это зависит от : установленного драйвера, если стоит А4988 то 800 ( хотя не факт) , если DRV 8825 то 1600 ( опять же не факт) , далее играет роль делитель шага на драйвере, далее шаг винта, при стандартных параметрах у вас расстояние и соответственно шаги будут изменятся на значение кратное 2 ( пример выложил ранее) , а вот теперь прикинем , что на ваш станок установили винт однозаходный с шагом 2мм и драйвера на плате у вас стоят DRV8825 при делителе 1/32 ,то шагов на миллиметр вам нужно будет поставить 3200, или возьмём А4988 делитель 1/4 и винт с шагом 8 мм на оборот, то ,если поставите значение 3200 - вам всего хода оси не хватит при заданном перемещении на 100мм. Производитель может укомплектовать станок любым вариантом этих трёх параметров ( винт , драйвер и выставить любое значение делителя шага на драйвере) и любое значение будет идеальным при разных сочетаниях комплектующих, но обычно оно будет именно кратным 2 , то есть , как писал выше, задание перемещение на 10мм а можете получить 2,5/5/10/20/40мм перемещения , более точные значения получите при перемещении на 100мм , но если у вас что то не правильно, то перемещение может оказаться 200мм, а например для оси Y, это 100% въезд в раму или на концевик в лучшем случае.Ясно, что в идеале на 10 мм должно быть 8000 шагов. И с ростом расстояния повышается шанс увидеть погрешность.
И далее смотрим/правим $100, $101 и $102 — [X,Y,Z] шагов/мм.
У меня $100, $101 и $102 стоит 800. А потом как на лабе по ТОЭ: меряешь и каждый раз другое значение...Кол-во шагов не в идеале должно быть 800, а в стоковом варианте cnc3018,
Механика кривая.У меня $100, $101 и $102 стоит 800. А потом как на лабе по ТОЭ: меряешь и каждый раз другое значение...
Есть штангель на от 10 до 335 мм, что упрощает процесс.
По Cangle 210, реально -214.6, 290 - реально 293.3...
Может, разница между шагом Cangle или через G0 влияет? Или "мертвый ход"?
Плюс что-то я туплю составить пропорцию...
Объясняю на пальцах....
Ось Х - в левую сторону минус, в правою сторону плюс.
Ось Y - стол едет от вас (портал едет на вас) минус, стол едет на вас (портал едет от вас) плюс.
Ось Z - в низ минус, в верх плюс...
/если так, то всё правильно/
оффтоп
Проверяйте механику, про "дребезг" винт/гайка что нибудь читали? А про проскальзывание соединительной муфты слышали? С муфтой все понятно должно быть вам. Если проворачивается то какие точные значения вы не выставляйте, один хрен будет не пойми что на выходе. А вот про винт с гайкой можно и рассказать: любое перемещение гайки по винту имеет люфт, иначе просто она бы на винте не проворачивалась, для компенсации данного люфта используется гайка состоящая из двух частей , одна жёстко впаянная или прикрученная к перемещаемому элементу ( каретке) вторая половина должна свободно перемещаться вдоль оси вращения винта, между двумя частями гайки ( в дальнейшем используем название полугайка) находится пружина, которая прижимает обе части гайки к витками винта с противоположных сторон, это должно компенсировать зазор между витками гайки и витками винта. Пока вроде все должно вам быть понятно. Но у стоковых cnc 3018 есть беда, та полугайка которая должна свободно перемещаться имеет и свободу в радиальном перемещении, а пружинка между полугайками сделана из хрен пойми чего и не обеспечивает достаточной силы что бы ни одна из полугаек не имела люфта на винте. Как с этим бороться ?: прочитайте на форуме, есть и лёгкий вариант исправления ( помогает, но в основном не на долго) и кардинальный ( замена винта на швп). Поймите, винт не зубчатый ремень, где при растяжении возможны довольно большие расхождения от расчетных шагов/мм, здесь разница в 10 шагов от стандартных значений указывает на то , что в механической части преобразования вращательного движения в поступательное присутствуют какие то проблемы.У меня $100, $101 и $102 стоит 800. А потом как на лабе по ТОЭ: меряешь и каждый раз другое значение...
Есть штангель на от 10 до 335 мм, что упрощает процесс.
По Cangle 210, реально -214.6, 290 - реально 293.3...
Может, разница между шагом Cangle или через G0 влияет? Или "мертвый ход"?
Плюс что-то я туплю составить пропорцию...
По Cangle 210, реально -214.6
Там не только механика, почти 5мм разницы. Кривая механика, кривая прошивка, большие ускорения, сбои в драйверах, заедания, и т.д., вариантов много.Механика кривая.
Интернет портал организованный в 2018 году , для поддержки пользователей мини станка с ЧПУ CNC 3018 и его модификаций.
Мы хотели бы помочь всем, кто приобрел или только собирается приобрести данный станок. Здесь Вы совершенно спокойно можете задать свои вопросы, или просто прочитать полезную или интересную информацию по сборке, настройке и эксплуатации данного мини станка.