Привет, друзья!
Продолжаем поиск подходящего бюджетного и экологичного материала для лазерной гравировки печатей дома.
Были испробованы следующие новые варианты:
1) полиуретановая противоскользящая подложка ("липучка", используется на торпеде в авто, чтоб телефон не ускользал на поворотах) - 90 руб.
2) белый ластик 3*4см производства Ашан (сделано во Франции) - 14 руб.
На самом деле сначала я попробовал ластик, небезрезультатно, но все же об этом потом, сначала расскажу про интересный опыт жарки полиуретана.
Это поистине был удивительный (по крайней мере для меня) эксперимент. Я не сразу понял что происходит, сначала было ощущение, что лазер сфокусирован неправильно и жарит не сверху, а снизу. И если бы это было так, это было бы поистине здорово. Но, как говорится, "правда гораздо удивительнее вымысла". На самом деле полиуретан оказался полностью оптически прозрачен и жарилась фанера под ним, выступающая в роли жертвенника, а уже горящая в свою очередь фанера растапливала полиуретан. Вот как выглядит нижняя сторона пострадавшего от неправомерных действий фанеры противоскользящего коврика:

Вывод - в топку! В смысле, материал совсем не годный для лазерной обработки.
Теперь вернемся к ластику от Ашана (не реклама, а адрес где купить). Первое, что бросается в глаза, а точнее в нос, так это очень слабый запах при жарке, почти как при обработке силикона. Есть лишь слабый приятный отзвук чего-то свеженького, это сразу порадовало.
Дальше бросилось в глаза (на этот раз именно в глаза) то, как происходит прожиг материала. Пепел корочкой возвышается над обрабатываемой поверхностью и легко отделяется. Вот просто провел пальцем по поверхности:

Да, забыл указать параметры жарки:
скорость 500, мощность 90%, шаг 0.15.
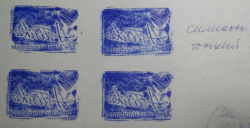
После отмывки клише попробовал сделать пару оттисков и, хоть и не идеально получилось, но все-таки результат мне понравился:

Воодушевившись, я решил прожарить получше, чтобы получить большую глубину. Кстати, в предыдущей попытке глубина получилась больше, чем по резине и тем более силикону, но все же достаточно небольшой, да и зернистость была больше, чем хотелось.
В общем, выставил следующие параметры:
скорость 350, мощность 100%, шаг 0.1.
И, да, глубина получилась больше, это сперва меня порадовало. Вот смотрите, какую красоту я увидел после жарки:

Но каково же было мое удивление и расстройство, когда я отмыл клише:

Судя по всему, материал довольно мягкий и теплопроводный, поэтому мелкие детали буквально получились съеденными. Да и вся поверхность получилась какая-то шершавая, в отличие от предыдущей попытки.
Вот пример оттисков:

Скажем прямо - результат так себе. Вот для сравнения оттиски обоими клише (первый справа, второй слева):

В общем, думаю еще можно поэкспериментировать с этими ластиками, материал в целом понравился соотношением цены, экологичности и податливости. Но двигаться нужно в сторону снижения мощности, повышения скорости и увеличения количества проходов. Сделать хороший упор для позиционирования, пройти первый слой, отмыть, установить, пройти второй слой. Если мелкие буквы не сплавятся у основания, то должно получиться более чем. Это и будет мой следующий эксперимент.
А тем временем я заказал специальную резину для лазерной гравировки штампов в поднебесной, уже едет. Темно-серая, размер А4, толщина 2.3мм.
Так что, продолжение следует...

")