Ответ от ии (главное выделил):
Для решения этой проблемы переводить градусы в миллиметры вручную в DeskProto не нужно — CAM-программа и контроллер станка GRBL изначально должны работать только в градусах для поворотной оси.Причина того, что станок делает 2.5 оборота (около 900° вместо 360°), заключается в несовпадении единиц измерения: DeskProto выдает чистые градусы, а ваш постпроцессор GRBL ошибочно подменяет или пересчитывает их как миллиметры (линейный шаг). Так как для заготовки d=50 мм длина окружности составляет 50 × π ≈ 157 мм, команда A360 воспринимается станком как перемещение на 360 мм, что и дает примерно 2.3–2.5 оборота.Ниже описаны два шага, которые полностью устранят эту проблему.
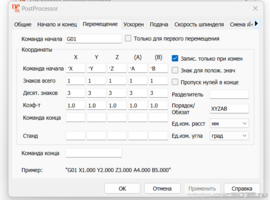
Шаг 1. Настройка постпроцессора в DeskProto (Основное решение)Постпроцессор GRBL mm по умолчанию настроен на работу по трем осям (XYZ) в миллиметрах. При добавлении 4-й оси необходимо зайти в его настройки и отключить масштабирование для круговой оси:Перейдите в верхнее меню: Options (Опции) → Library of postprocessors (Библиотека постпроцессоров).Выберите ваш постпроцессор (например, GRBL_mm) и нажмите Edit (или сделайте копию через Copy, чтобы не испортить оригинал).Перейдите на вкладку Axis (Оси) или Movement (Движение).Найдите строку, отвечающую за четвертую ось (обычно обозначается как A).Обратите внимание на параметр Factor (Множитель / Коэффициент) для оси A.Если там стоит значение, отличное от 1.0 (например, формула, зависящая от диаметра), измените Factor строго на 1.0. Это заставит DeskProto выводить чистые градусы (1 единица УП = 1 градус).
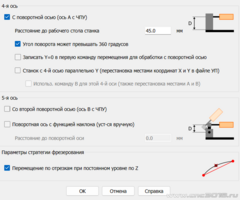
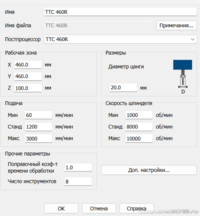
Шаг 2. Проверка параметров станка в GRBL ($103)Так как вы уже настроили станок в Candle, и по ручной команде он вращается ровно на 360°, параметр $103 (шагов на градус) у вас рассчитан верно.Формула для правильного 103: (Шагов на один оборот мотора * Микрошаг * Коэффициент редукции поворотной оси) / 360.Важно: Никогда не меняйте параметр $103 при смене диаметра заготовки! Для контроллера GRBL один оборот поворотной оси — это всегда ровно 360 градусов, независимо от того, зажат там вал диаметром 10 мм или 100 мм. Напрямую диаметр заготовки учитывается только при расчете скорости подачи (Feedrate), но не шагов.Что проверить в самой УП (G-коде)?Откройте созданный в DeskProto файл Блокнотом и посмотрите на значения оси A:Если в коде написано G1 A360.000 (или другое число в пределах 360), то DeskProto настроен верно, и проблема была в постпроцессоре, который умножал это значение.Обратите внимание, что DeskProto при непрерывной круговой обработке (например, по спирали) может выдавать значения осей больше 360° (например, A720, A1080 и т.д.). Это абсолютно нормально для GRBL — ось просто продолжит вращаться в том же направлении.Если ваш контроллер сбрасывает координаты при достижении 360°, зайдите в Options → Library of Machines → Advanced settings и снимите галочку с пункта "A-values may exceed 360" (Значения А могут превышать 360).