Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
ПОЛЕЗНОКитайская ось дешёвая ось Z - не повторяйте моих ошибок
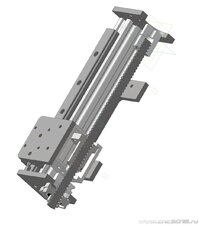
Ну и что бы 2 раза не вставать, по результатам моих телодвижений со стоковой/.... осями представляю коллегам конструкцию оси Z, которую начал реализовывать. Базовые моменты -рельсы mgn15H, ШВП sfy1204, без обработки на концах (на ШД NEMA17х48, с дальнейшим резервом на NEMA17х60 и далее, если не попрёт, NEMA23). Подшипник вала ШВП FL001, с возможной заменой без хирургии (если не попрёт) на радиально упорный двухрядный 3001. Конструкционный профиль 20х40. Высокопрочные шпильки М5 10.9 насквозь фланцев и через внутренние отв. Ф5 конструкционника (проходят, проверено). Все плоские детали (фланцы, плиты) из стального листа 6 мм, резка на лазере. Кронштейн под гайку ШВП из квадратной алюминиевой трубы 50х50х4. Ось для установки без хирургии на кронштейн оси X станка CNC3020. Вроде бы все основные моменты. Жду вопросов, предложений и камней
PS На модели нет шпилек и дистанционной втулки между упором и подшипником.
как я вовремя подошел, меня хлебом не корми, дай покритиковать .
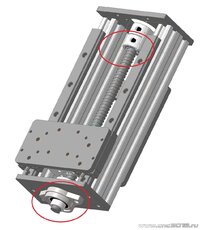
А если серьезно, на мой взгляд у Вас опять нет второй опjры с радиально-упорным подшипником,снизу обойма подшипника и вал выступают за габарит "съедая" нужные мм хода по оси Z /
И, если использовать sfy1204 сразу бы стали самый слабый NEMA-23
На платах нагрузки низкие. Да и то. Вот не уверен, что на пластике/дереве никогда(!) не прожмёт пружину. А мне надо резать алюминий, хоть и не 1000 мм/мин.
А если серьезно, на мой взгляд у Вас опять нет второй опjры с радиально-упорным подшипником,снизу обойма подшипника и вал выступают за габарит "съедая" нужные мм хода по оси Z /
Вторая опора - подшипники ШД. Они в данном варианте будут делить нагрузки с фланцевым подшипником. А с радиально-упорным двухрядным, правильно зафиксированным на валу/в корпусе практически будут разгружены, только поддержка. То, чем сейчас занимается радиальный подшипник, вклеенный снизу во фланец стоковой оси/... .
Их надо покупать. Так же, как и NEMA17х60. А сейчас есть NEMA17х48, и они худо бедно справляются на Т8. На ШВП им будет легче, тк не будет потерь на трение в паре винт/гайка. И люфта надеюсь тоже ощутимого не будет
Впрочем посадка и крепёжные отв. во фланце ШД сделаны под оба типоразмера (ШД). Но решать эти проблемы буду по мере их поступления. Если они возникнут при моей концепции.
Дружище, мб Админы будут ругаться, но большое спасибо за Ваши вопросы. Они реально помогают! Точнее ответы на них. Позволяют сформироваться в голове более четкой картинке
Сформулировал бы по другому - если "прожало" пружину, значит вышли из оптимальных режимов и надо менять режим резки.
На моем 3018, если при настройке предельно сжать пружину, то начинает подклинивать и пропускать шаги ШД.
У меня такие стоят на 3018, с моментом ~45, справляются без проблем. Но если нужны помощнее, на Али попадались с моментом ~90.
Лет 15 назад на Ебайке активно распродавали японские ШД NEMA17 от SANYO DENKI, используемые в банкоматах. Хорошие моторчики, момент ~40 при длине 39мм и токе 1А.
По случаю нахожусь в локации с остовом станочка. Я оказывается сделал мод противолюфтовый на оси Х и Z.
Алюмишечная пластинка П-образная дает упор и не дает гайке болтаться. Установочные винты устанавливают зазор, поджимаются гайками. Но сделал это я до того как узрел неперпендикулярность оси Z оси Х...
У меня, конечно, за те годы что я не занимался станком, появился и токарник и даже фрезер по металлу, не чпу, рукопашный. Но даже мне было бы лень такое делать. Решение элегантное, но много возни и оно функционально делает то же самое что и вот тот колхоз что я прислал выше. Да, возможно там 15 микрон не будет, но это и не всем надо.
В любом случае, что с Т-винтом, что с швп, все упирается в качество изготовления винта и гаек. ..... Китайские винты и швп качеством не славятся, а хорошие винты с близкой к идеальной геометрией стоят уже по-взрослому и покупка их для подобных станков скорее всего нецелесообразна.
Сегодня у китайцев очень приличное.
Есть разновидности тех же самых ШВП и ходовых винтов на любой вкус. Это чудеса массового производства., иногда соотношение цена/качество даже удивляет. И еще один момент, Алиэкспресс это торговая площадка, на которой могут быть представлены и европейские производители и российские и американские. Алиэкспересс просто добавляет торговую наценку, хотя эта наценка может составлять 30-40 процентов от цены в Европе, если производитель европейский.
Пример: смотрел цены на итальянские датчики давления на Алиэкспресс эти датчики в два раза дороже, чем у производителя в Италии.
С производителем дело иметь непросто, но потом нашел, с небольшой наценкой, у мелкооптового продавца.
Принципиальное отличие - симметричное распределение нагрузки. У меня сначала был "колхоз" с упорными винтами, усилия при одинаковом люфте сильно различаются.
То есть упругую связь Вы заменили жесткой.
Если такое решение у вас работает значит имеет право на жизнь, хотя я консерватор и отношусь очень скептически к утверждению, что люфт и износ гаек будет меньше.
В этой теме, к сожалению закрытой преждевременно, показывал фото гайки с упругой связью. Реализация установки упорных подшипников для ходовых винтов
Это станок CNC 1991г. родом из СССР.
Сейчас приобрел антилюфтовую гайку для ШВП 1605, принцип тот же - две половины с регулируемой упругой связью.
на фото обычная гайка для ШВП1605 и гайка с компенсацией люфта.
Это профессиональные решения.
Принципиальное отличие - симметричное распределение нагрузки. У меня сначала был "колхоз" с упорными винтами, усилия при одинаковом люфте сильно различаются.
Симметрия чего относительно чего? И чем симметрия в вашем варианте отличается от симметрии в моем варианте? Разве что может быть перекос двумя винтами. В вашем случае перекос тоже может быть, т.к. резьба имеет зазор, еще ее надо правильно нарезать. Если прям прецизионно эти детали вытачивать, их изготовление будет стоить как весь станок.
При чем тут консерватизм. Вы разложите силы которые действуют на винт. В моем варианте в покое никаких лишних сил не действует. Износ гайки/ек такой же как если бы гайка была цельной с минимально возможным зазором.
Просто если у нас ход на оборот увеличивается значит нужен более мотор с большим моментом. Швп конечно снижает трение, но вообще мне кажется что выбор моторов обусловлен скорее целевыми режимами резания, если он потянет их на швп то и на винте Т8 тоже потянет вероятнее всего.
Тут кстати тоже у меня есть реализация колхозная и гениальная по простоте. Разумеется вряд ли я изобретатель данного метода, но суть в чем. С обычным нема17 мотором если на вал надавить - он продавливается, т.к. там у заднего подшипника свободный ход для работы в условиях теплового расширения.
Но я просто поставил упорный подшипник прямо на кругляш корпуса мотора, он одной стороной упирается в корпус а другая сторона подшипника поджимается муфтой, которой вал крепится к мотору, жесткой муфтой, естественно. Еще я там проставку делал, кажется, чтобы подшипник не уезжал. Завтра могу сфоткать.
А так по-хорошему надо делать упор в какой-то отдельный от мотора кронштейн и с использованием двух упорных подшипников.
При чем тут консерватизм. Вы разложите силы которые действуют на винт. В моем варианте в покое никаких лишних сил не действует. Износ гайки/ек такой же как если бы гайка была цельной с минимально возможным зазором.
Ну это вам так кажется
Потому как изолированный винт или гайка - это сферической конь в вакууме.
У вас работает система мотор-винт-гайка-линейные подшипники-направляющие-нагрузка.
И взаимодействие идет в динамике.
А нет, нашел мотор оси Х. Вот, просто упорный подшипник тонкий игольчатый. Но в работе не был, даже не смазан.
Вспомнил, что протачивал муфту до диаметра подшипника скраю и проставочку-трубку с диаметрами 5 - 8мм чтобы не болталось на оси. Вполне простое решение. Во всяком случае шаговик не давится больше.
Я не понимаю при чем тут убирание пружины, если честно. Ну да ладно. Никого переубеждать не собираюсь. Я просто нащупал что есть люфт ощутимый руками, есть прожим пружины и прожим шаговика. Взял и все это пофиксил до уровня что руками не ощущается и мне решения понравились, я ими поделился. Понятно, что это все костыли.



")



![[cnc3018.ru]_[cnc3018.ru]_1567020801218.png](https://cnc3018.ru/data/attachments/63/63371-f91be4d1118ccae3b0a67f5b77e6a855.jpg "[cnc3018.ru]_[cnc3018.ru]_1567020801218.png")
![[cnc3018.ru]_P1010125.JPG.jpg](https://cnc3018.ru/data/attachments/63/63374-edcbaa08b2020824cfefb44937580558.jpg "[cnc3018.ru]_P1010125.JPG.jpg")
![[cnc3018.ru]_P1010124.JPG.jpg](https://cnc3018.ru/data/attachments/63/63375-77f072b81146e15e5313ed6777a24452.jpg "[cnc3018.ru]_P1010124.JPG.jpg")


