На тестовом рисунке из приложения к станку-" айфон" выставляю фрезу через бумажку на деталь ,обнуляю Z отправляю на работу и фреза поднимается на высоту около 1см и начинает работу не доходя до детали обрабатывая ее в воздухе .Что можно поменять в настройках ? прошивка 0.9 J
На тестовом рисунке из приложения к станку-" айфон" выставляю фрезу через бумажку на деталь ,обнуляю Z отправляю на работу и фреза поднимается на высоту около 1см и начинает работу не доходя до детали обрабатывая ее в воздухе .Что можно поменять в настройках ? прошивка 0.9 J
Ничего вы в настройках не измените, это в самом g-code менять нужно, при составлении программы, например в арткаме часто выставляется высота от к примеру 12 до 0, но ноль у вас это поверхность заготовки поэтому обратите внимание что глубина именно от 0 до -12мм, число 12 это просто число для примера, нужно смотреть что бы конец обработки по Z , именно был в минусе.
Efenia, при чем здесь Арткам? Вроде по русски человек написал:"...тестовый файл "АЙФОН"...". Сергей-1, смотрите параметр $3. Похоже именно он не настроен.
Efenia, при чем здесь Арткам? Вроде по русски человек написал:"...тестовый файл "АЙФОН"...". Сергей-1, смотрите параметр $3. Похоже именно он не настроен.
А вы сами с первого раза этот iphone вырезали? У меня например то же не с первого раза он не получился, пришлось ноль подстраивать под гравировку, заметил на первом слое насколько фреза вверху и ноль ставил не по плоскости заготовки, а ставить ниже.
Если это так важно, то ДА, с первого раза, все нормально прошло. у меня все-таки 3 года, ещё советского училища по специальности "оператор станков с ЧПУ".
Ну, почему люди с математикой не дружат? Все логично и математически точно. За "0" принимается поверхность стола, все что выше это "+", если минус, то хана столу. КАМ-программы по такому принципу устроены.
В принципе, за базовую поверхность можно принять любую. Главное не запутаться в цифрах и направлениях.
Если это так важно, то ДА, с первого раза, все нормально прошло. у меня все-таки 3 года, ещё советского училища по специальности "оператор станков с ЧПУ".
Ваши сообщения автоматически объединены:
Ну, почему люди с математикой не дружат? Все логично и математически точно. За "0" принимается поверхность стола, все что выше это "+", если минус, то хана столу. КАМ-программы по такому принципу устроены.
В принципе, за базовую поверхность можно принять любую. Главное не запутаться в цифрах и направлениях.
Не только люди с математикой не дружат, но и профессора в советское время, за подобный ответ, я чуть из института не вылетел, а институт тот СТАНКИНом назывался, а до института был наладчиком Кип и автоматики станков с ЧПУ, Кам программам все равно какую точку выбрать в качестве базовой, хоть в центре заготовки ноль поставьте, лишь бы вы сама программа понимала что это ноль, и с каких координат нужно начать и в каких закончить обработку.
Именно так. Только за базу можно взять поверхность стола, а можно верх заготовки. В первом случае все перемещения по Зет, будут положительные. Во втором, отрицательные.
Именно так. Только за базу можно взять поверхность стола, а можно верх заготовки. В первом случае все перемещения по Зет, будут положительные. Во втором, отрицательные.
[В настройках $$3=3 стоит ставил и =1 и стояло =5 ,кнопками пробовал z- фреза идет вниз и соответсвенно + верх за ноль выставляю поверхность заготовки а не стола - а как же еще...,такое поведение фрезы идет изначально со сборки станка и с всеми файлами "айфон" идущими в комплектах к софту на станок...что делать может поставить $102 = не такое как на $100 b 101 а меньше?
Шпиндель опять же не вращается постоянно а рывками как лазер при точечном выжигании или я ошибаюсь? он же должен вращаться постоянно во время прохода?
Ваши сообщения автоматически объединены:
[В настройках $$3=3 стоит ставил и =1 и стояло =5 ,кнопками пробовал z- фреза идет вниз и соответсвенно + верх за ноль выставляю поверхность заготовки а не стола - а как же еще...,такое поведение фрезы идет изначально со сборки станка и с всеми файлами "айфон" идущими в комплектах к софту на станок...что делать может поставить $102 = не такое как на $100 b 101 а меньше?
Шпиндель опять же не вращается постоянно а рывками как лазер при точечном выжигании или я ошибаюсь? он же должен вращаться постоянно во время прохода?
Ваши сообщения автоматически объединены:
А после обнуления Z машинные координаты должны стать 0 или другие остаются?а то рабочие обнуляются а машинные в минусе
Ваши сообщения автоматически объединены:
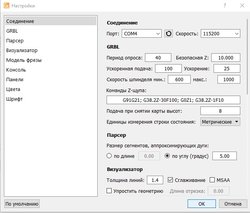
в настройках там где GBRL стоят значения Z щупа подача 8 может там что то изменить z щуп не использую
Ваши сообщения автоматически объединены:
Ваши сообщения автоматически объединены:
А после обнуления Z машинные координаты должны стать 0 или другие остаются?а то рабочие обнуляются а машинные в минусе
Ваши сообщения автоматически объединены:
эти скрины в настройках и справа во время работы показывает машинные координаты в минусе а фреза около 1 см выше
Шпиндель опять же не вращается постоянно а рывками как лазер при точечном выжигании или я ошибаюсь? он же должен вращаться постоянно во время прохода?
Ваши сообщения автоматически объединены:
[В настройках $$3=3 стоит ставил и =1 и стояло =5 ,кнопками пробовал z- фреза идет вниз и соответсвенно + верх за ноль выставляю поверхность заготовки а не стола - а как же еще...,такое поведение фрезы идет изначально со сборки станка и с всеми файлами "айфон" идущими в комплектах к софту на станок...что делать может поставить $102 = не такое как на $100 b 101 а меньше?
Шпиндель опять же не вращается постоянно а рывками как лазер при точечном выжигании или я ошибаюсь? он же должен вращаться постоянно во время прохода?
Ваши сообщения автоматически объединены:
А после обнуления Z машинные координаты должны стать 0 или другие остаются?а то рабочие обнуляются а машинные в минусе
Ваши сообщения автоматически объединены:
в настройках там где GBRL стоят значения Z щупа подача 8 может там что то изменить z щуп не использую
Ваши сообщения автоматически объединены:
Ваши сообщения автоматически объединены:
А после обнуления Z машинные координаты должны стать 0 или другие остаются?а то рабочие обнуляются а машинные в минусе
Ваши сообщения автоматически объединены:
эти скрины в настройках и справа во время работы показывает машинные координаты в минусе а фреза около 1 см выше
Машинные коррдинаты обнуляются после отключения питания. Ну как получилось профрезеровать надпись айфон? У меня сразу получилось. Попробуйте отследить движения станка при выключенном питании. Как пройдет фрезеровка? Отследите движения по оси Z. Во время фрезерования фреза должна быть в отрицательной зоне.
какое движение при отключении питания..? движение по оси z как я писал в районе 1 см выше детали,может у кого есть простейший тестовый файл для пробы гравировки вместо айфона?
Ваши сообщения автоматически объединены:
самое обидное что сразу не получилось правильно отфрезеровать надпись и теперь непонятно как поведет себя станок если самому писать файлы где будет неправильно в коде или в станке - нет отправной точки- настроенного станка..
Сергей-1, если шпиндель отключается при холостых проходах, смотрите параметр $32. Для шпинделя "0", лазер " 1". По остальному идей пока нет.
По координатам. Машинные даже не смотрите. Вам рабочие нужны, УП выполняется в рабочих координатах. Машинные только МК нужны.
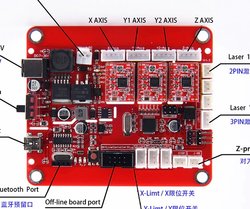
на предыдущей плате woodpecker grbl 0.9 (зеленая такая)которая шла изначально со станком обновлял до 1.1 f ,было все тоже самое(работал только лазером)может она изначально не могла быть прошита до 1.1 ? а на новой пришедшей (на картинке)получится?
Ваши сообщения автоматически объединены:
главное что в $$ отсутствуют позиции с 30-32
Ваши сообщения автоматически объединены:
при вводе в ручную данных позиции пишет $30=1000 < error: Invalid statement
Конечно, Ваше программное обеспечение для блокировки рекламы отлично справляется с блокировкой рекламы на нашем сайте, но оно также блокирует полезные функции. Мы стараемся для Вас и не обязываем Вас донатить и скидывать денег на наши кошельки, чтобы пользоваться форумом, но реклама это единственное, что позволяет поддерживать проект и развивать его.

") у меня все-таки 3 года, ещё советского училища по специальности "оператор станков с ЧПУ".
у меня все-таки 3 года, ещё советского училища по специальности "оператор станков с ЧПУ".