Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно. Вам необходимо обновить браузер или попробовать использовать другой.
шпиндель какой? 775? если нет, а что-то помощнее, то
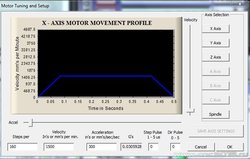
подача 300-500 мм /мин (подбирать исходя из возможностей станка), заглубление 1-2 мм/мин, обороты на максимум (12 тысяч в вашем случае?)
Да сверлом быстрее . Сверла у меня есть разные . Но станок разметку сделал точнее меня. Фрезу станок держит вертикально не то что я шуруповерт. Отверстия 4.9 мм и 5.9 мм прошелся разверткой и все подошло как надо . Я электронщик и слесарный опыт у меня для дома для семьи что нибудь сделать в квартире. Я за эту сволочь 3018 отдал 13 тысяч - так пусть работает эта железяка она и полцены еще не отработала.
Да сверлом быстрее . Сверла у меня есть разные . Но станок разметку сделал точнее меня. Фрезу станок держит вертикально не то что я шуруповерт. Отверстия 4.9 мм и 5.9 мм прошелся разверткой и все подошло как надо . Я электронщик и слесарный опыт у меня для дома для семьи что нибудь сделать в квартире. Я за эту сволочь 3018 отдал 13 тысяч - так пусть работает эта железяка она и полцены еще не отработала.
На каждой заготовке 8 отверстий, одно отверстие фрезеруется где то 1.5 минуты. Если сверлить сэкономлю минут десять . Вся работа занимала около пяти часов , экономии почти не видно. А так создал G код и снял готовое изделие и инструмент менять не надо. Программу G2G освоил на уровне двухсторонней платы. Для таких размеров G код еще не делал будет хорошая тренировка в освоении программы G2G.
Я 2 мм кукурузой пилил текстолит со скоростью 100 мм/мин (станок 3018). Зато на глубину 1 мм. Но у 3 мм фрезы рез будет шире и возможно понадобиться крректировка скорости.
Ваши сообщения автоматически объединены:
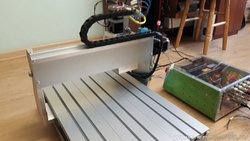
Вчера я начал сборку станка. Установил концевики. Соединение решил сделать разъемными. Все равно провода у концевиков короткие (1м). Аналогично и с ШД. Возникли сложности с установкой гибкого кабель-канала. Винты по краям опорного уголка для крепления канала по оси Y, торчат чуть ли не на 4 мм. Каждый раз подходя к нулевой точке кабель канал упирается в шляпку винта и при этом изгибается. За несколько часов работы вблизи нулевой точки он протрет дырку в пластике канала. Завтра буду искать винт с потайной головкой этого размера (м5 я думаю), рассверлю отверстие под потай шляпки и вкручу винт заподлицо. Провода к ШД взял многожильный, сечением 1.5 мм. Наверное все же надо было остановиться на 0,75мм. Искал на 1 мм, но не нашел такого. Хотя стандарт такой есть. В соседних магазинах есть только одножильный, который не гнется. В результатет получился целый удав из проводов, который впрочем сравнительно легко удалось протащить в нижний кабель канал 20х10 мм. Уголок подвески верхнего кабель канала, что на портале пришлось изготовлять самому из алюминиевого уголка 15х15 мм. Но вобщем получилось неплохо. По ходу решил организовать подсветку рабочей зоны на портале, для чего протянул туда пару проводов для подключения их к напряжению в 12 вольт. Кроме этого пришлось изобретать способ крепления нижнего кабель канала к порталу. Ширина бокового вылета портала всего 15 мм. Мой же кабель-канал (остаток от старого станка) имеет ширину 20 мм. Но в общем приспособил. До сих пор не пришли 4 контактные разъемы с Али для подключения ШД. Я собираюсь сделать станок быстроразборным. Отстоединяюся шаговики, концевики, откручивается 3 винта, снимаются кабель-каналы вместе с проводами. Затем снимается портал и станок укладывается в специальную коробку из фанеры и укладывается на лоджию до весны. Ну естественно нанесу предварительно, консервационную смазку.
Первоначальную сборку станка закончил. Еше так и не пришли конекторы с Али для присоединения ШД, поэтому провода к ШД просто подпаял временно для опробования. ШД тоже прикрепил пока на пару винтов. Дело в том что шайбы, которые используются для крепления ШД невозможно использовать не уменьшив из по внешнему диаметру. Ну у китайцев это часто бывает. Завтра обточу их и поставлю. Вот что на сегодня у меня получилось.
Ваши сообщения автоматически объединены:
Подключил все кабеля и запустил Mach3 на компе. При проверке движения по осям выяснилось, что по Z движени происходит не в ту сторону. Запустил команду "домой", а шпиндель поехал вниз. Отвертокой спровоцировал срабатывание концевого датчика Z. Вторым касанием обнулил кординату Z. После этого пришла в движение ось Y и то же не в ту сторону куда я хотел. Снял крышку с блока управления и поменял местами пару проводов на драйверах. Снова запустил поиск дома. Вроде пошло как надо. Найдя датчик она сделала соответствующий отскок на 0.5мм, как я прописал и ожила ось X. Она тоже благополучно прибыла в левый угол и после отскока остановилась. Быстро загрузив файл конфигурации инвертировал направления дома по оси Z и перезапустил Mach3 и станок. Загрузил небольшую программу (G-код) гравировки передней панели блока управления. Станок дернулся и остановился. Сработал концевик "Номе" по оси Х. Оказалось не в тех драйверах поменял провода. Снова поставил как было. Инвертировал лишь "Дом" по оси Z.
Ваши сообщения автоматически объединены:
Обратил внимание, что граница рабочего поля (Soft Limit), установлены мной примерные. Решил выяснить фактические и прописать их в файл конфигурации. Оказалось, что они несколько отличаются от заявленных. По оси X они оказались равными 305 (заявлены в описании станка 290), по оси Y - 396 (390). По оси Z в характеристиках станка было написано просто <60мм. Ход каретки Z составил у меня 52 мм. Но вряд-ли возможно обработать заготовку такой толщины. Я и на 3018 использовал 4мм фрезы, а у них вылет минимум 40 мм. Если заготовка будет 40мм, то фреза уже не сможет свободно перемещаться над этой заготовкой. Ну и резать на такую глубину уже не будет возможности. И это без всякого жертвенника. Так что по Z маловато будет. Можно конечно шпиндель еще приподнять (я уже это сделал), но зажатый за самый нижний край он тоже как то не очень смотрится. Проверил точность движения по осям. Положил линейку на рабочий стол и дал команду G0X200. При значении параметра Steps per = 160, шпиндель сдвинулся точно на 20 см.
Ваши сообщения автоматически объединены:
В дальнейшем удалось дойти до кординаты Х305. Тоже самое проделал с осью Y. В этом случае сдвинул портал сразу на 300мм. Ведь чем больше пробег, тем виднее погрешность. Но и тут все было ОК. Было пройдено точно 300мм. Ну а наибольшая кордината достигнутая без касания задней стенки портала оказалась 396. Там еще пару мм оставалось но зачем? Только к концу дня удалось запустить станок на выполнение. Конечно без фрезы (в воздухе). Вот ниже видео работы станка. Конечно все пока висит, не очень приглядно, но главное работает. Кому интересно смотрите тут видео Сборка нового станка.
Сколько читаю форумы - первый раз увидел сомнения по поводу установки рельс на бок. У самого душа не лежит к подобному размещению. Тоже вырос из 3018 и в данный момент собираю портальник, потихоньку закупаюсь. Правда снизу крепить рельсы тоже не вариант- увеличивается высота портала - а это снижение жесткости станка, так как плечо рычага почти на треть увеличивается. Так что выход один - рельс сверху, плашмя и под защитой рабочего стола.
Если снять одну, то можно обрабатываемую деталь крепить даже если она будет размещаться ниже стола - прутки и небольшие более объёмные детали, закрепленные зажимом, который будет крепиться на оставшихся плитах стола.
Ну не знаю как Вы собираетесь крепить заготовку ниже снятого стола, если там еще ходит соединительная пластина портала. Можно конечно пластину сделать съемной и в случае нужды снимать ее, устанавливая заготовку ниже. практически до низа основания. Правда опять- же страдает жесткость портала.
У меня свои тараканы на этот счёт. Если рельс сверху лежит, под ним опора. Получается, что нагрузка только сверху. Изгибающие моменты при фрезеровании влияют, но тут уже жесткость самого рельса имеет значение. А если закрепить его сбоку, то получается, что на рельс идёт нагрузка стола с заготовкой. Изгибающая сила побольше, чем при фрезеровке. Уменьшать вес стола, это снижение жёсткости. Ребра жёсткости делать? Цельная плита все равно жёстче, при одинаковых размерах.
У меня свои тараканы на этот счёт. Если рельс сверху лежит, под ним опора. Получается, что нагрузка только сверху. Изгибающие моменты при фрезеровании влияют, но тут уже жесткость самого рельса имеет значение. А если закрепить его сбоку, то получается, что на рельс идёт нагрузка стола с заготовкой. Изгибающая сила побольше, чем при фрезеровке. Уменьшать вес стола, это снижение жёсткости. Ребра жёсткости делать? Цельная плита все равно жёстче, при одинаковых размерах.
рельса сверху несомненно лучше, но с такой компоновкой теряется рабочее поле, боковое расположение это компромисс, ведь например у 15-го рельса через каждые 40мм крепление и чтобы ощутимо для работы станка деформировать такой рельс боковым усилием на отрезке 40мм, потребуется усилие много больше чем вес осей xz
ну а нижнее расположение рельс плохо тем, что там теряем в жесткости уже из за удлиненного рычага от стоек портала.


")